![]()



![]()
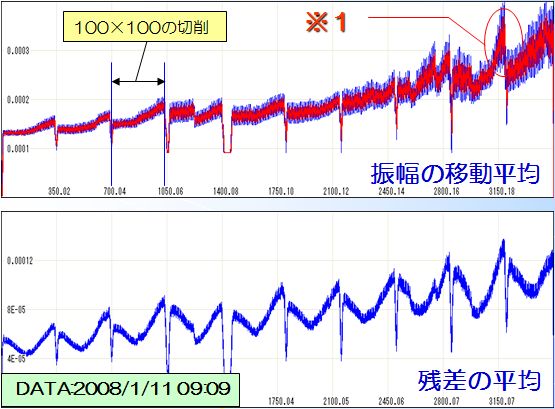
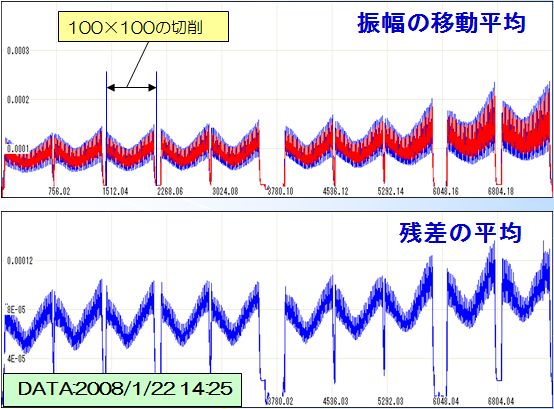
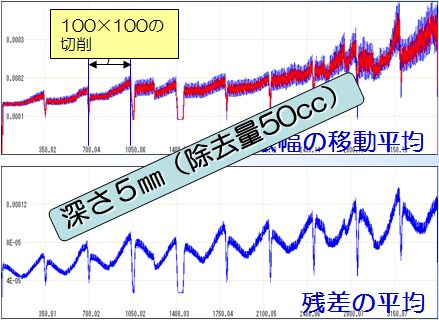
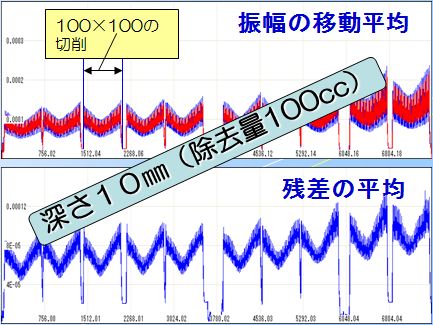
チタン切削の際に機械の最大トルクを利用し切込量を増加させたことで 工具も安定し摩耗量も少なく、切削除去量も増大(200%)することに成功!!
| 工具 | φ10BE(CS) |
|---|---|
| 材質 | チタン合金(Ti-6Al-4V) |
| 寸法 | W100×D100×H75 |
| 切込量 | 0.5mm |
|---|---|
| ピックフィード | 1.5mm |
| 回転数 | 5800rpm |
| 送り速度 | 1480mm/min |
| 工具 | φ10BE(CS) |
|---|---|
| 材質 | チタン合金(Ti-6Al-4V) |
| 寸法 | W100×D100×H75 |
| 切込量 | 1.0mm |
|---|---|
| ピックフィード | 1.5mm |
| 回転数 | 2000rpm |
| 送り速度 | 740mm/min |
| 工具 | φ10BE(TH) |
|---|---|
| 材質 | チタン合金(Ti-6Al-4V) |
| 寸法 | W100×D100×H75 |
| 切込量 | 1.0mm |
|---|---|
| ピックフィード | 1.5mm |
| 回転数 | 2000rpm |
| 送り速度 | 740mm/min |
| 切込量 | 0.5mm |
|---|---|
| ピックフィード | 1.5mm |
| 回転数 | 5800 |
| 送り速度 | 1480mm/min |
| 切込量 | 1.0mm |
|---|---|
| ピックフィード | 1.5mm |
| 回転数 | 2000rpm |
| 送り速度 | 740mm/min |
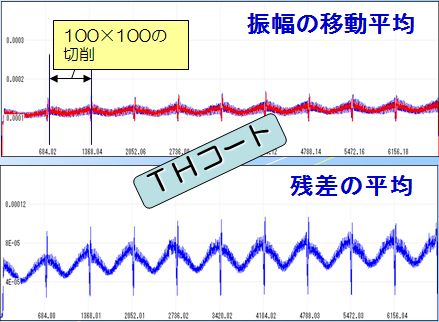
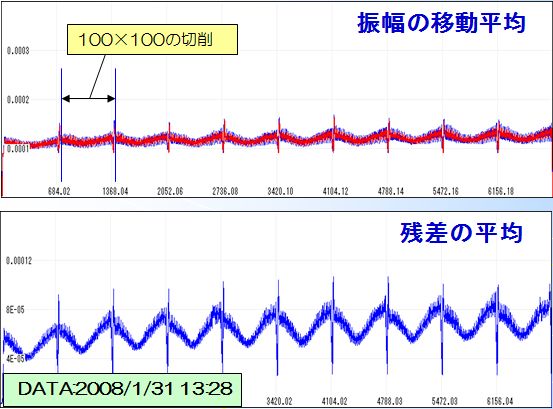
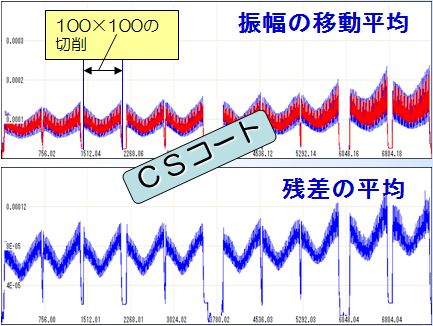
さらに切削工具を比較することでφ10超硬ボールエンドミルTHコートの方が、工具も安定し摩耗量も少なく、切削除去量も増大(130%)することが分かった!!
| 切込量 | 1.0mm |
|---|---|
| ピックフィード | 1.5mm |
| 回転数 | 2000 |
| 送り速度 | 740mm/min |
| 切込量 | 1.0mm |
|---|---|
| ピックフィード | 1.5mm |
| 回転数 | 2000 |
| 送り速度 | 740mm/min |

Copyright© KURAMAE SANGYO Co. All RIghts Reserved.