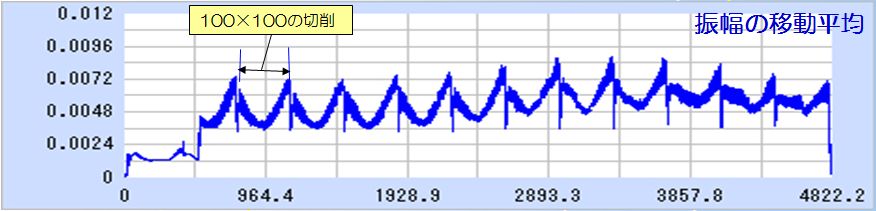
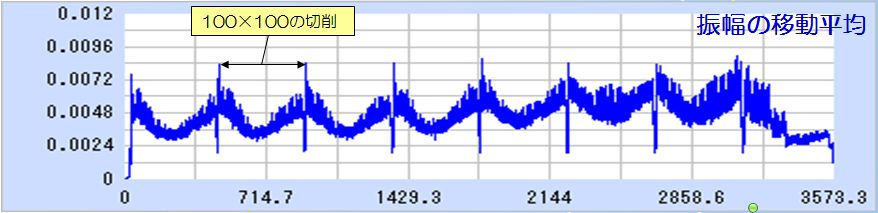
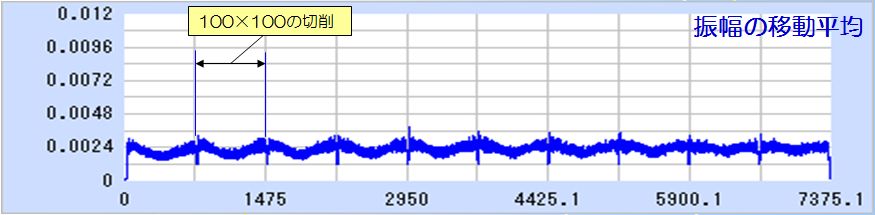
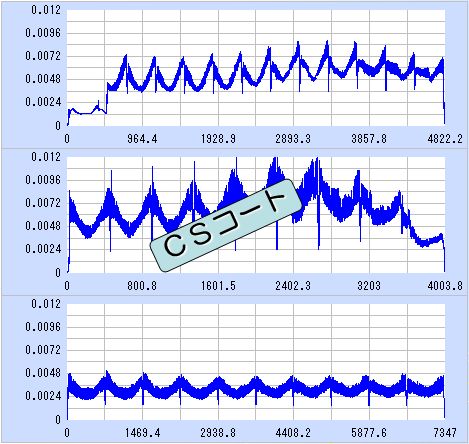
残差での検証を別の測定方法(振れ幅移動平均)にて検証
同様の結果を診断!!
| 工具 |
φ10BE(CS) |
| 材質 |
チタン合金(Ti-6Al-4V) |
| 寸法 |
W100×D100×H75 |
| 切込量 |
0.5mm |
| ピックフィード |
1.5mm |
| 回転数 |
5800rpm |
| 送り速度 |
1480mm/min |
| 1回転の切込量 |
0.25mm |
| 切削速度 |
180m/min |
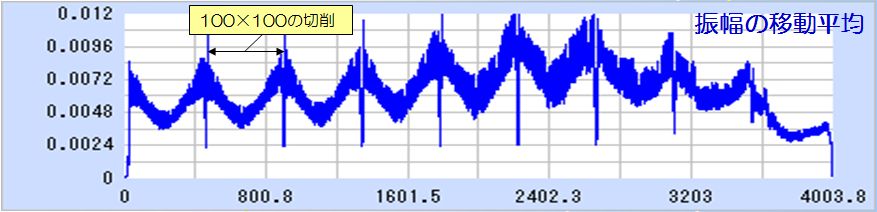
| 工具 |
φ10BE(CS) |
| 材質 |
チタン合金(Ti-6Al-4V) |
| 寸法 |
W100×D100×H75 |
| 切込量 |
1.0mm |
| ピックフィード |
1.5mm |
| 回転数 |
3820rpm |
| 送り速度 |
1184mm/min |
| 1回転の切込量 |
0.31mm |
| 切削速度 |
120m/min |
| 工具 |
φ10BE(CS) |
| 材質 |
チタン合金(Ti-6Al-4V) |
| 寸法 |
W100×D100×H75 |
| 切込量 |
1.0mm |
| ピックフィード |
1.5mm |
| 回転数 |
1910rpm |
| 送り速度 |
706mm/min |
| 1回転の切込量 |
0.37mm |
| 切削速度 |
60m/min |
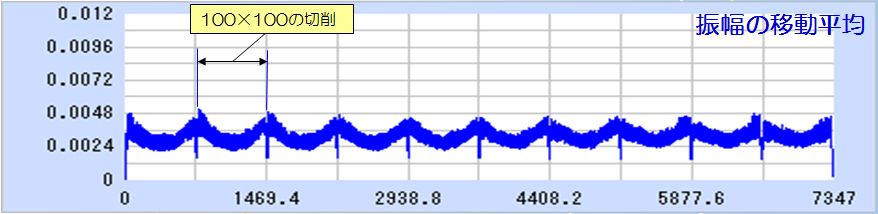
| 工具 |
φ10BE(TH) |
| 材質 |
チタン合金(Ti-6Al-4V) |
| 寸法 |
W100×D100×H75 |
| 切込量 |
0.5mm |
| ピックフィード |
1.5mm |
| 回転数 |
5800rpm |
| 送り速度 |
1480mm/min |
| 1回転の切込量 |
0.25mm |
| 切削速度 |
180m/min |
| 工具 |
φ10BE(TH) |
| 材質 |
チタン合金(Ti-6Al-4V) |
| 寸法 |
W100×D100×H75 |
| 切込量 |
1.0mm |
| ピックフィード |
1.5mm |
| 回転数 |
3820rpm |
| 送り速度 |
1184mm/min |
| 1回転の切込量 |
0.31mm |
| 切削速度 |
120m/min |
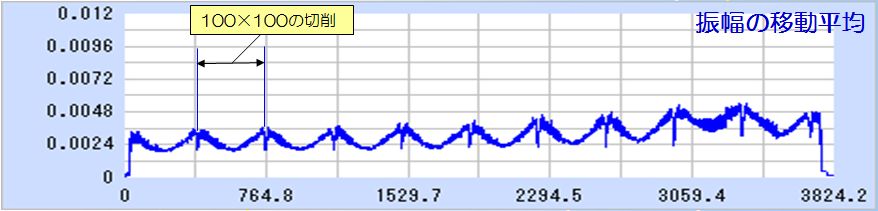
| 工具 |
φ10BE(TH) |
| 材質 |
チタン合金(Ti-6Al-4V) |
| 寸法 |
W100×D100×H75 |
| 切込量 |
1.0mm |
| ピックフィード |
1.5mm |
| 回転数 |
1910rpm |
| 送り速度 |
706mm/min |
| 1回転の切込量 |
0.37mm |
| 切削速度 |
60m/min |
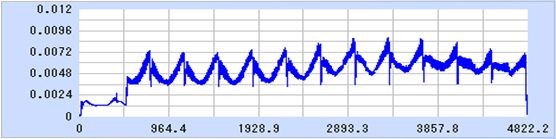
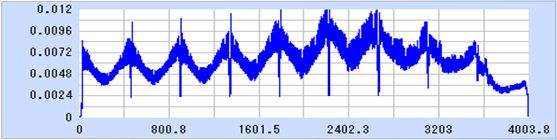
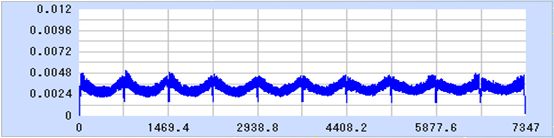
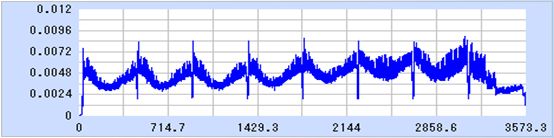
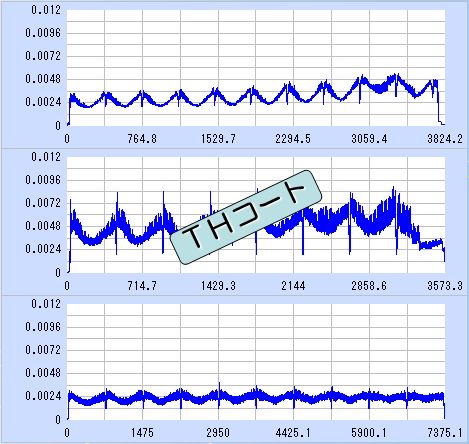
高切込・低切削速度の方が、工具も安定し摩耗量も少ない
| 1回転の切込量 |
0.25mm |
| 切削速度 |
180mm/min |
| 1回転の切込量 |
0.31mm |
| 切削速度 |
120mm/min |
| 1回転の切込量 |
0.37mm |
| 切削速度 |
60mm/min |
高切込・低切削速度の方が、工具も安定し摩耗量も少ない
| 1回転の切込量 |
0.25mm |
| 切削速度 |
180mm/min |
| 1回転の切込量 |
0.31mm |
| 切削速度 |
120mm/min |
| 1回転の切込量 |
0.37mm |
| 切削速度 |
60mm/min |
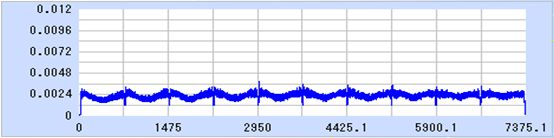
同条件下でTHコートの方が、工具も安定し摩耗量も少ない
| 切削条件 |
CSコート |
THコート |
1回転の切込量:0.25mm
切削速度:180m/min |
 |
 |
1回転の切込量:0.31mm
切削速度:120m/min |
 |
 |
1回転の切込量:0.37mm
切削速度: 60m/min |
 |
 |
< 前へ 1 2 3 次へ >